No Honing Please!
:lol:
No... put the hone down. No honing please! I know they make them... it doesn't mean you should use them.

Honing is the worst thing you can do for a caliper rebuild. Brake fluid is hygroscopic. It attracts water. Water and fresh metal = RUST. I've never seen an ATE caliper that needed the bore honed. They don't grow fangs or anything. Media blast them clean then plate them. The seal is the sealing surface. Small pitting will not matter one bit once it's cleaned properly and replated.
Rust is the number 1 reason 99.9% of all calipers fail gang. They sit, water gathers around the rubber bore seal, rust forms where the piston eventually wore the zinc plating off the bores... now you have a sticking caliper. Dust boots crack and, as mentioned, the hygroscopic nature of the fluid (and the fact that nobody changes the fluid annually... do I sound like your dentist?) brings water in to the system.
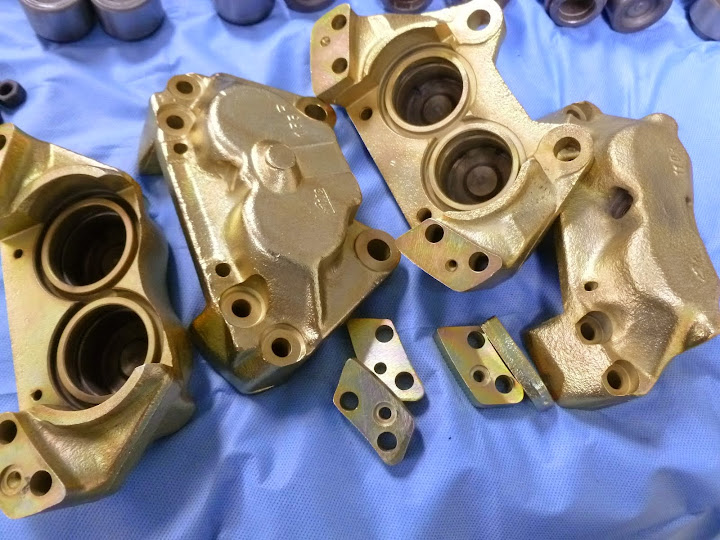
So... when you hone the bore, you leave fresh steel inside that bore. Fresh steel and water? We "fixed" a caliper for a friend who rebuilt his own. It was a rare and valuable 914-6 rear caliper. He rebuilt it two months prior. Rust was already building up in his freshly honed bore. They generally last a couple years and they'll need it again. Which brings me to my final point; zinc, not cad.
"MANY" people make the cad mistake. Many of the plated bits on your car are cad. BMW used a lot of it. BMW did not make your calipers. ATE did, and they used zinc because it is a sacrificial coating and a much better protectant than cad.
Luis... GREAT JOB. :-D
P.S. Chinese seal kits on your BMW calipers? I thought I read in this thread that that's a viable solution??
Please do not. They have "NEVER" figured out how to get the proper amount of anti-ozonates in the rubber. Those seals usually crack and crumble in two to three months. That and big box caliper rebuilds that don't have "any" finish on them (they will be useless in two years) are not solid advice for really cool collectable cars. If you must be cheap, go Luis' route and do it right. The zinc plating is the single most important step in rebuilding a caliper, followed by quality seals but, hey, it's only your brakes... (sorry)