Ulrich 3.0 CSA
Well-Known Member
Hello all,
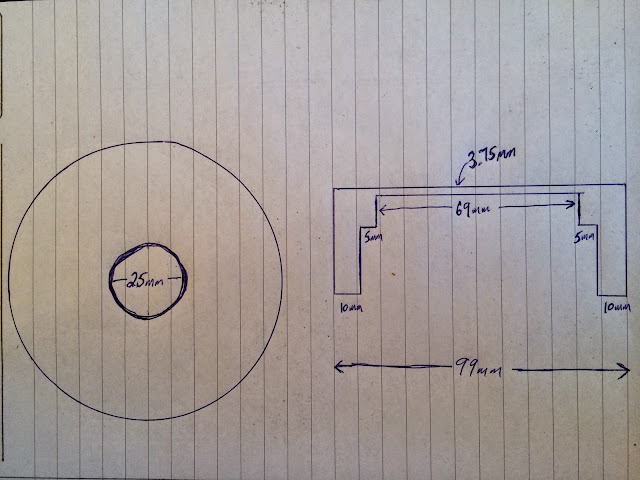
for the ones who are interesetd I offer a metal part for the cracked domes. It is made by pressed steel and lookes like the original dome!
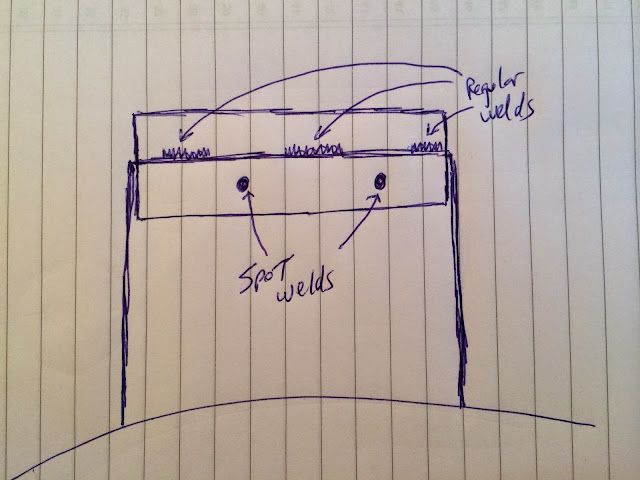
The broken top part must be cut off - than you weld the new part on.
Price is EUR 40 for one pice...+ postage from Germany.
Paypal is possible (without any fees for me please).
If interested please PM.
Regard Ulrich
for the ones who are interesetd I offer a metal part for the cracked domes. It is made by pressed steel and lookes like the original dome!
The broken top part must be cut off - than you weld the new part on.
Price is EUR 40 for one pice...+ postage from Germany.
Paypal is possible (without any fees for me please).
If interested please PM.
Regard Ulrich